 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 MS
MS
 LO
LO
 MN
MN
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ


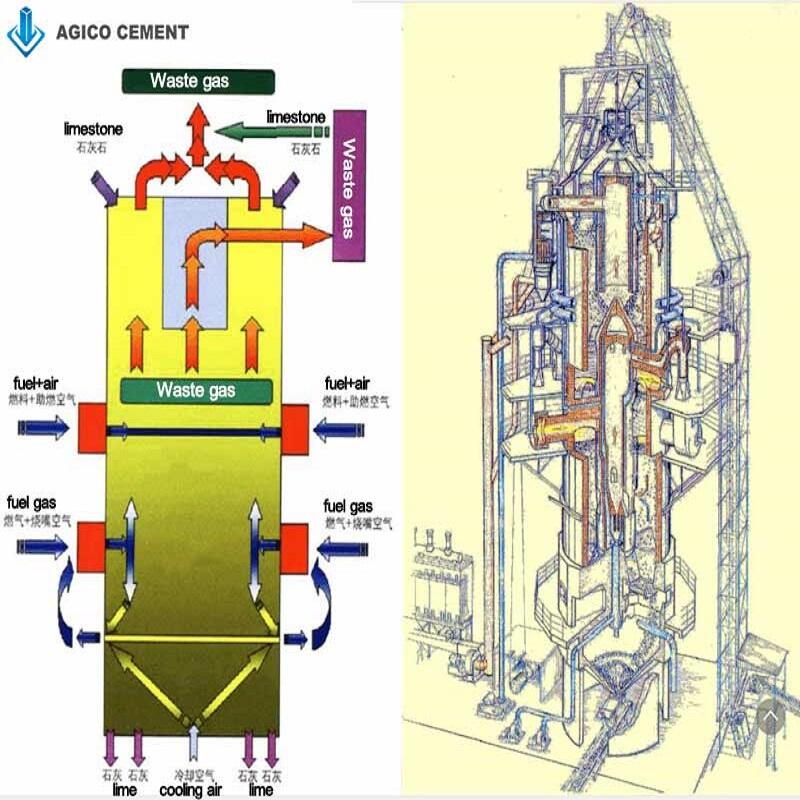
Apskritamosios šoninės kalko peilio sistema aukštos gruodumo ir ekologiškoms veikloms (ASK)
| Talpa: | 300/500/600 t/d (pajustomas) |
| Krašto dalelės dydis: | 30-60mm; 40-80mm |
| Kuras: | dujos, smulkus anglias ir pan. |
| Aktyvumo laipsnis: | >360 ml |
| Ypatybės: | alternatyva Maerz kiln, didelis trūkščių dydis, aukšta kaina, šiek tiek didesnis energijos suvartojimas ir aukštas aktyvumo reikšmė. |
Apžvalga
Užklausa
Susijusios produktai


Aprašymas:
Kringinis šoninio tipo kalko kilnas yra modernus kalko gamybos įrenginys Kinijoje. Naudojant koincidentinę sužaidymą savo kringinyje aukštyje, šis kilnas gaminamas kalkas su geresne aktyvumu, didesniu šiluminiu efektyvumu ir mažesniu energijos suvartojimu palyginti su sukamosios tipų kilnais, Fukaso kilnais ir kitais panašiais konkuruentais. Svarbiausia, jis yra lengvas techniniam priežiūrai, turi aukštą veikimo rodiklį ir pritaiko plačią rauklių medžiagų spektrą su kompaktiniu plotu. Kalkas sužaidomas kringinyje erdvėje, užtikrinant tolygią oro skirstymą be kilno šaldo įrangos, kuris rezultuoja mažu neveikimo lygiu ir supaprastinta technine priežiūra.
Visas procesas vyksta neigiamuoju slėgiu, prisidedant prie aplinkos apsaugos ir mažinančiant degusio kauko sieros (S) turinį. Šis kalkinimo ugniaras vis daugiau gauna pripažinimą, ypač tarp vietinių didelių ir vidutinių metalurgijos įmonių. Jo taikymai išplečiasi į įvairias pramogas, tokius kaip metalurgija, chemijos gamyba, popieriaus gamyba ir statybiniai medžiai, atspindindami jo augantį populiarumą ir veiksmingumą.
Technologinis procesas:
500 tonų apvalusis šoninis kalkinimo ugniaras yra pavyzdinis modelis su sistemingu procesų srauto. Jis yra apgaubtas viršutiniu ir apatiniu sluoksniais deglių, kiekviename sluoksnyje yra šeši lygiai pasiskirstętys deglių, kurie yra atitolę 3,9 metro ir skirti 30 laipsnių skirtumu. Apatiniai deglių apibrėžia priešsrovės ir nuotolinės kalkinimo zonas. Degimo kambariai apima arkus iš ugnigrūdžių medžiagų, užtikrinančių karštų dujų lygų pasiskirstymą per medžiagos sluoksnį.
Sudaromas iš vidinio ir išorinio cilindro, apvalus juostinis aktyvios kauko šiltnamio formuoja apvalų erdvę vokšdavimoj. Padalintas į ankstyvąjį, priešakinčią ir lygiai einančią vokšdavimą bei šaldymo zonas, šiltnamis palaiko optimalias sąlygas tolygiam vokšdavimui. Aukštas vidinė juosta yra suspenzuota viršuje, o žemutinė vidinė juosta yra padėta viduryje; jos sukurtos iš diržų plieno lypų su ugnigrūdiniais medžiais efektyausiam šaldymui.
Šis dizainas užtikrina tolygų slėgio, oro srauto ir temperatūros skirstymą, kuris pagerina vokšdavimo tolygumą, produkto kokybę ir sumažina vieneto suvartojimą. Šiltnamio trys zonos yra apibrėžtos: 9 metrų ankstyvinė zona (90-140°C iki 850-900°C), 11 metrų vokšdavimo zona (850-900°C iki 900-950°C) ir 7 metrų šaldymo zona (900-950°C iki 80-130°C).
Klajimo zonoje atliekami veiksmai, kad būtų sumažintas atliekamasis šiluma, naudojant viršutinį vidinį rėmą ir šilumos mainų konstrukciją, kurioje naudojamas žemas kalorinių vertybių dujas arba aukštos CaCO3 vandensakmenų. Klajimo zona sudaro 70-80% viso proceso, pagrindiniu būdu sukauptiniame klajimo regione. Požymi klajimo zona atsakinga už likusius 20-30%. Šilumos mainai su šaltuoju oro srautu vyksta efektyviai šilumos mainų zonoje, mažinant kauko temperatūrą prieš išmetimą (80-130 °C). Šis inovacinis apvalusis šoninis kauko klajiklis ne tik optimizuoja gamybos efektyvumą, bet ir rodo pritaikomumą įvairioms kainiavimų medžiagoms, skiriant jį nuo tradicinių kauko klajiklių.
Konkurencingi pranašumai:
l Apvalusis šoninis kauko klajiklis pakeitė ankstesnį šoninio klajiklio teigiamąjį slėgį į neigiamąjį, nebent yra dūmų ir debesų išleidimų, kas labiau atitinka aplinkosaugos reikalavimus.
l Viršutiniai ir apatiniai sluoksniai yra išdėstytos su daugeliu kūrimo kambarių, kurie yra suskirstyti pakilusiu būdu, o kiekvienas kūrimo kambaris yra prisijungęs prie vidinio cilindro per lankstą tiltą iš ugnigijo masonry, kad aukšt temperatūros dūmai, sukelti degimo metu, būtų tolygiai pasiskirstę, kad akmuo galėtų būti tolygiai iškarintas.
l Kalcio karbonto (limno) kvalitetas ir veiklumas gali būti pagerinti derinant kūrimo ir kūrimo procesus per ankstyvinimą zoną, viršutinę priešpluoštinę kūrimo zoną, vidurinę priešpluoštinę kūrimo zoną ir apatinę jungtinę kūrimo zoną.
l Naudokite vidinį cilindra Ankstyvinimui pagalbiniam degimo oro, o dalį dūmų recikluokite per šilumos mainykį, kad Ankstyvintumėte ir sumažintumėte energijos suvartojimą.
l Aukštas automatizavimo laipsnis, paprasta veikla ir patogus reguliavimas.










